

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I previously asked about commercially made powered knee lifters in the post Z axis power feed advice sought
I decided to power the Z knee axis as discussed. I had enough bits and pieces on the shelf so I decided to make my own. I thought that it would probably be just as quick to do that as fit a commercially made one.
Click for full size.
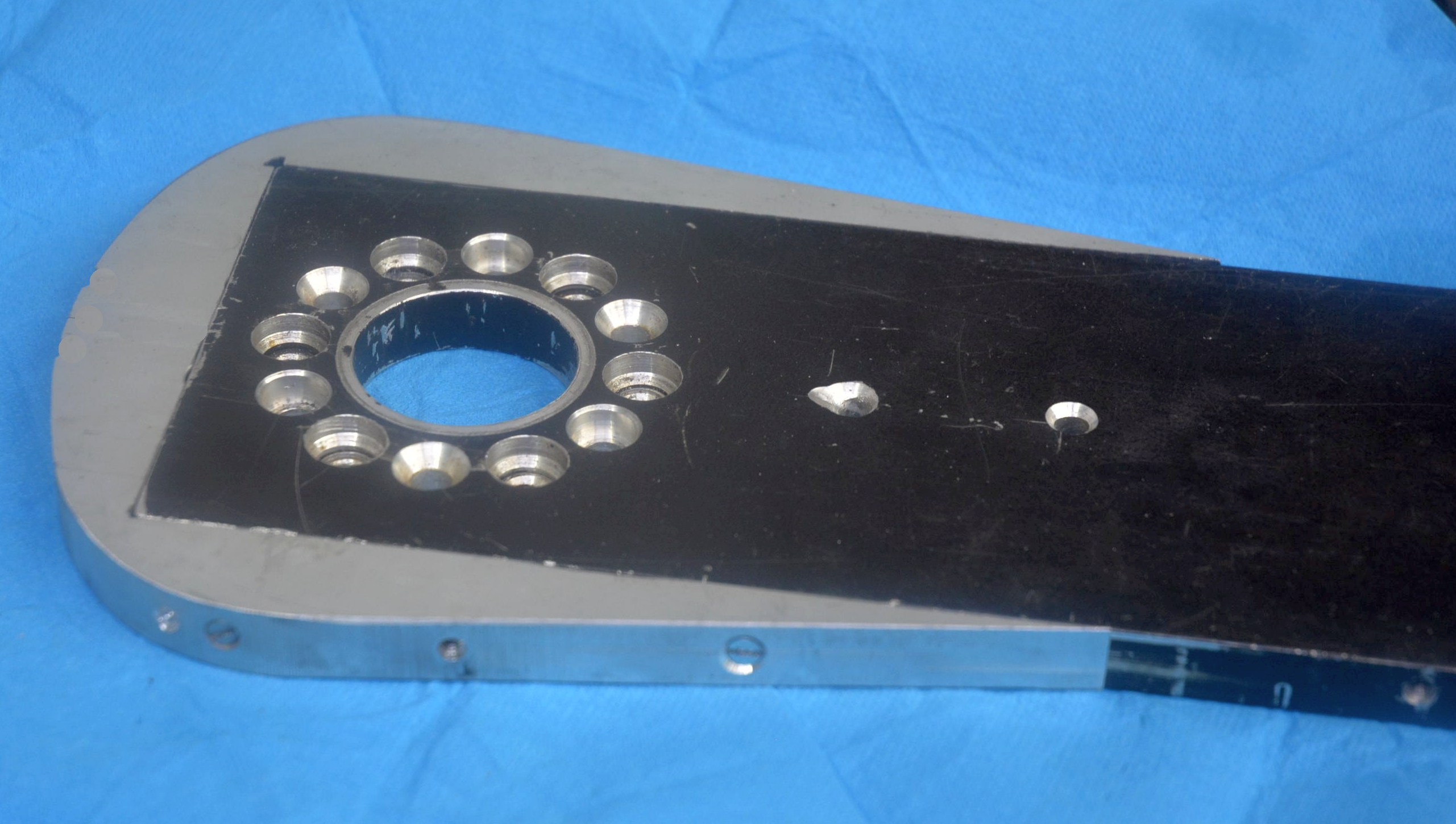
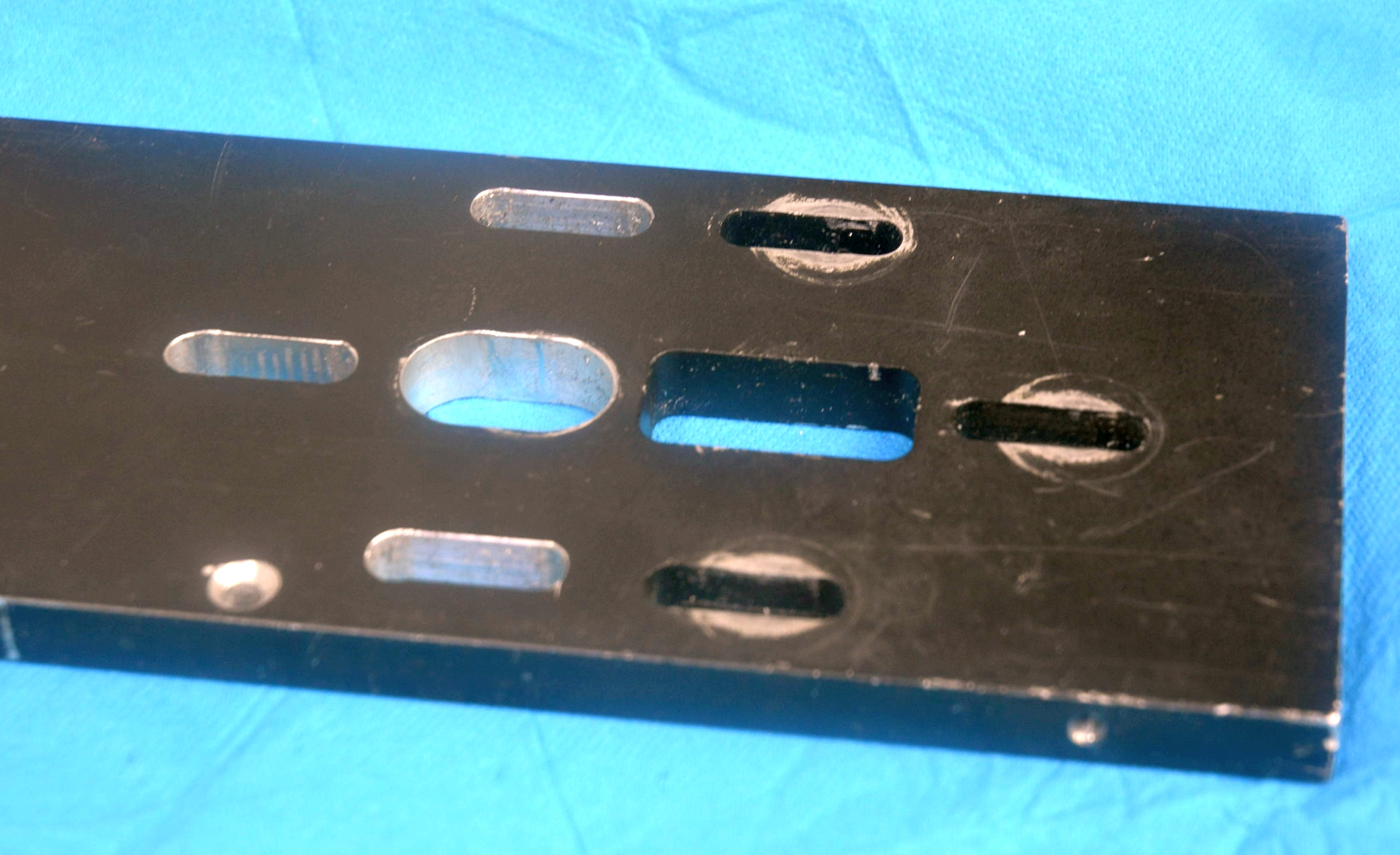
When I bought my mill it had been fitted as a CNC machine from new but with it I also scored a spare set of servo motors and all the gubbins for mounting, including belts and pulleys etc. So it was just a question of bolting the motor mounting plate to the knee and fitting the motor and belt. The mounting plate (13 mm aluminium) already had the motor mounting slots, so it was an easy and quick job. I added a two way switch to set direction, up or down, and a momentary button switch to activate.

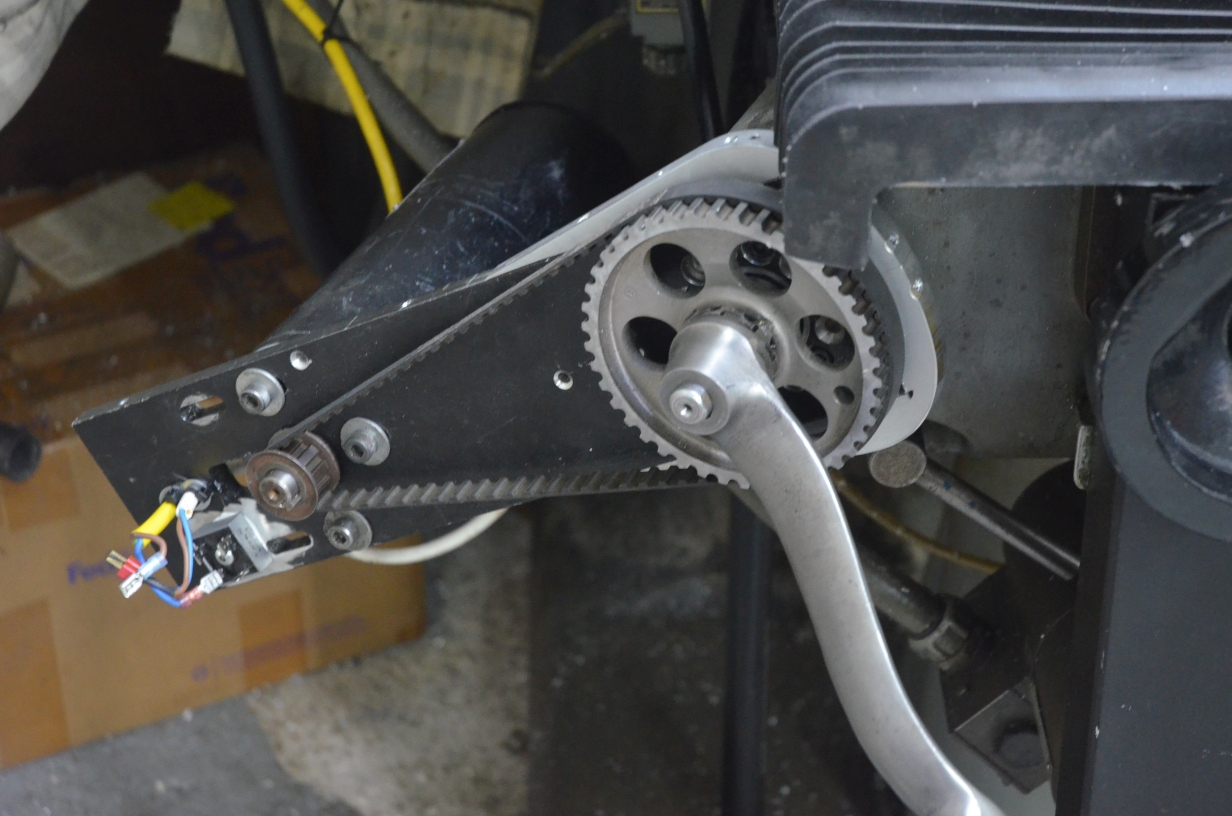
It worked but it really struggled. Then I did something that I should have done in the beginning. I measured the torque needed to wind the crank. It was higher than the motor and its gearing was rated for. I decided to replace it with a bought one but before I placed the order I came across a camshaft pulley that I had saved off an old car. It had 42 teeth in place of the one that I had fitted of 26. That would give a near 62% increase in torque. I was confident that would be enough to transform a working device that struggled into one that was adequate for the job. Even if the motor was a bit highly stressed its duty cycle will be very low. A few seconds use followed by an hour, week or month of rest. The teeth had the same pitch as the belt and lower small pulley but the tooth form did not match exactly. I considered the likely number of hours use that it would see in its life time and decided not to worry.
I wanted to keep the ability to use the original crank and with pure luck the sleeve that the castellated drive piece was connected to was a perfect fit in the hole of the pulley. So that saved making any sleeves for fitting the new pulley.
The larger pulley did not fit inside the original safety belt cover and I modified it to suit. Firstly I added a piece to the mounting plate, a bit larger than the new pulley, upon which to fit a modified cover.

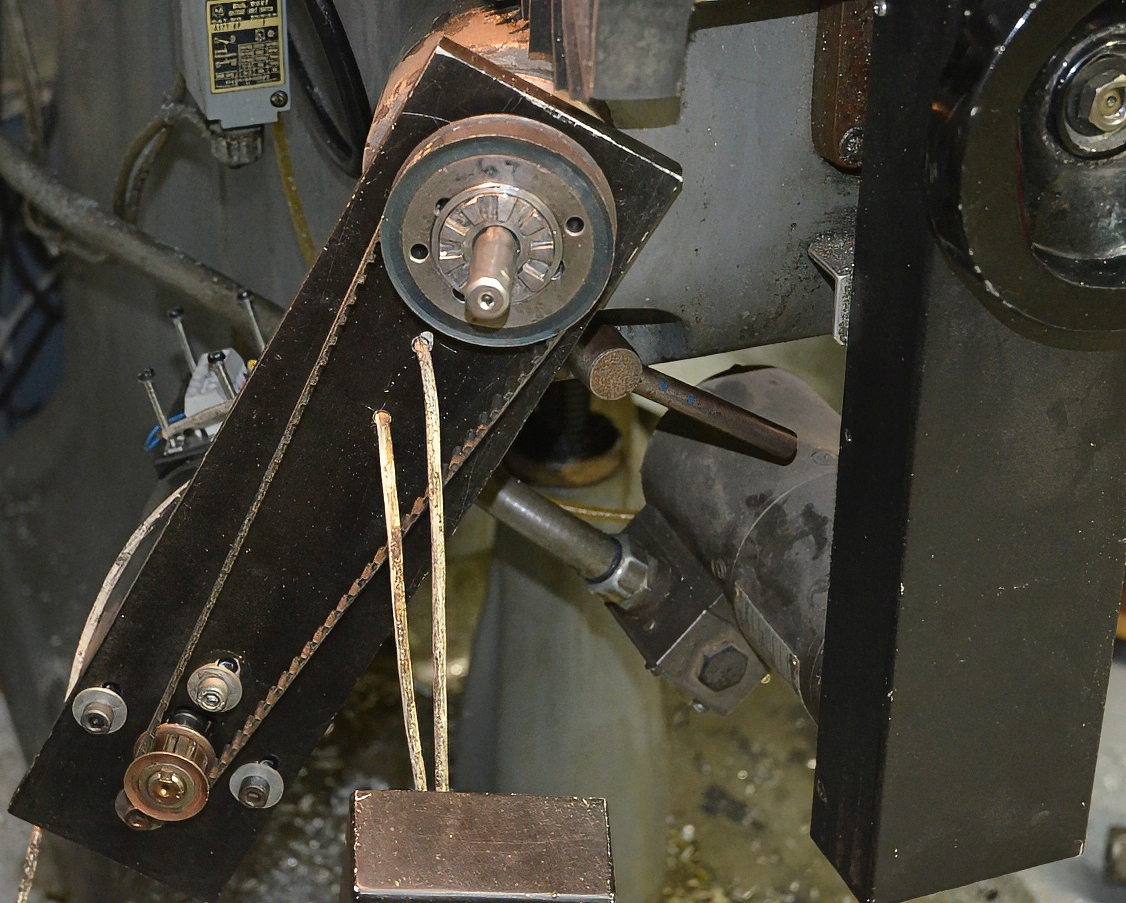
The larger pulley dictated that the motor be moved closer to the top pulley to retain the original belt, as shown below.

I cut the sides of the cover such that I could bend them around the new piece on the mounting plate. I cut the flat part of the cover along the line at the top of the photo and cut out a replacement piece to suit the new shape and welded it together


The cover can be pivoted about the lower two mounting screws when all the others are removed. This allows for belt tension setting and gives access to the electrical connections to the switches, without having to disconnect the switches to remove the cover.
The next photo shows how the manual winding crank still fits if needed.
I am pleased to report that the revamped powered winder is totally successful. It works as it should, it moves quite fast and makes life easier for a geriatric.
Note about winding torque. As mentioned above I measured that torque but I also did some calculations to estimate if the values tied up with the physics. Knowing the weight of the knee assembly with saddle and table, and that one revolution of the handle lifts the knee 0.1” it is easy to calculate the winder torque needed just to lift the knee. Much to my surprise it was a very small fraction of the torque that I measured. The rest had to be friction. The friction is impossible to calculate with the same precision as the pure lifting force needed because it is necessary to guess many factors such as the coefficient of friction.
Anyway using guessed friction coefficient for the lifting screw it became obvious that most of the friction was due to the acme thread and it overwhelmed the force needed for lifting the weight. Friction on the vertical ways is even harder to estimate, one reason is that the load on the ways depends on the CG position of the total knee assembly and that varies depending of the weight of vices, work pieces etc and the X-Y position of the table. There should be one position for a given loading arrangement where there is no load on the ways but even then there is friction force due to imperfections and shearing of lubricant.
It was clear that most of the input torque required is due to the lifting screw friction so the replacement of the ACME lift screw with a ball screw would remove a lot of the motivation to fit a powered feed.












 Reply With Quote
Reply With Quote





Bookmarks