






New plans added on 12/02/2024: Click here for 2,609 plans for homemade tools.
KustomsbyKent (Oct 22, 2018), MeJasonT (Oct 23, 2018), mwmkravchenko (Sep 30, 2019), PJs (Oct 29, 2018), Seedtick (Oct 23, 2018), that_other_guy (Dec 13, 2022)


Sure beats how I have had to make square /rectangular sections out of round tubing by using a hammer.
I've seen some of these tubing forming machines that used a series of rollers as in roll forming they require less force but the process is essentially the same the final sizing sometimes is through a die just as shown but the tubing is almost pre-sized after passing through the roller series.

Never try to tell me it can't be done
When I have to paint I use KBS products
KustomsbyKent (Oct 22, 2018)

got to ask - why?
the video shows a very inaccurate square tube being formed. I cant think of any reason why doing this would be a good idea. For example, to make construction steel you wouldn't get it certified so you would go and buy the right sized box section which would have known strengths and stresses. I'm going to be enlightened by the reply's, i'm sure there is a reason which i haven't come across yet. (looking forward to it Frank).
Citizen of the "New democratic" Republic of Britain, liberated from the EuroNation
Almost all Hollow section tubing square or rectangular is cold drawn and is either sent through a series or rollers for shape then sized through a final die as in very high speed production or drawn through a single shaping and sizing die that starts out as a conical cylinder transitioning into the final shape as in Jon's postOriginally Posted by MeJasonT

The extreme larger and thicker sizes are sometimes passed through an induction heating ring to reduce the amount of force required to achieve the final shapes.
Some of the smaller and thinner sizes are made in a 1 step process starting out as strips and die formed before being seam welded the same as round welded tubing is made but I only know of this being done in square sizes
Hammering cylindrical tubing into square or rectangular shapes is mostly done for short lengths of architectural purposes usually having both the round and the desired shapes transitioned from one shape to the other as in balusters for railings or awning supports Hammering to a true size can be achieved by inserting a mandrel
When I had a hammer mill I made all sorts of shapes and sizes for decorative and sometimes structural items
Never try to tell me it can't be done
When I have to paint I use KBS products
MeJasonT (Oct 23, 2018), mwmkravchenko (Sep 30, 2019), PJs (Oct 29, 2018)
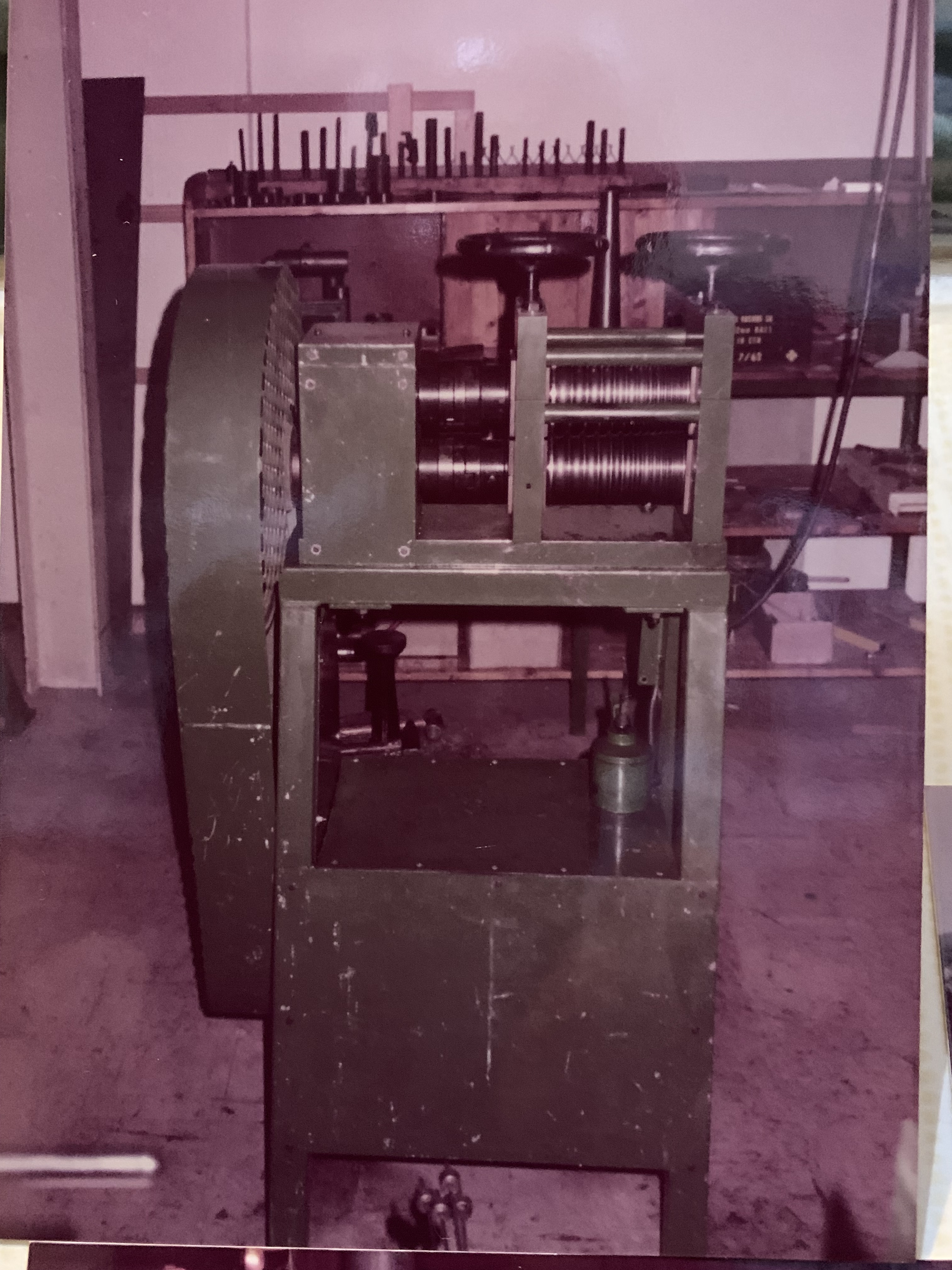
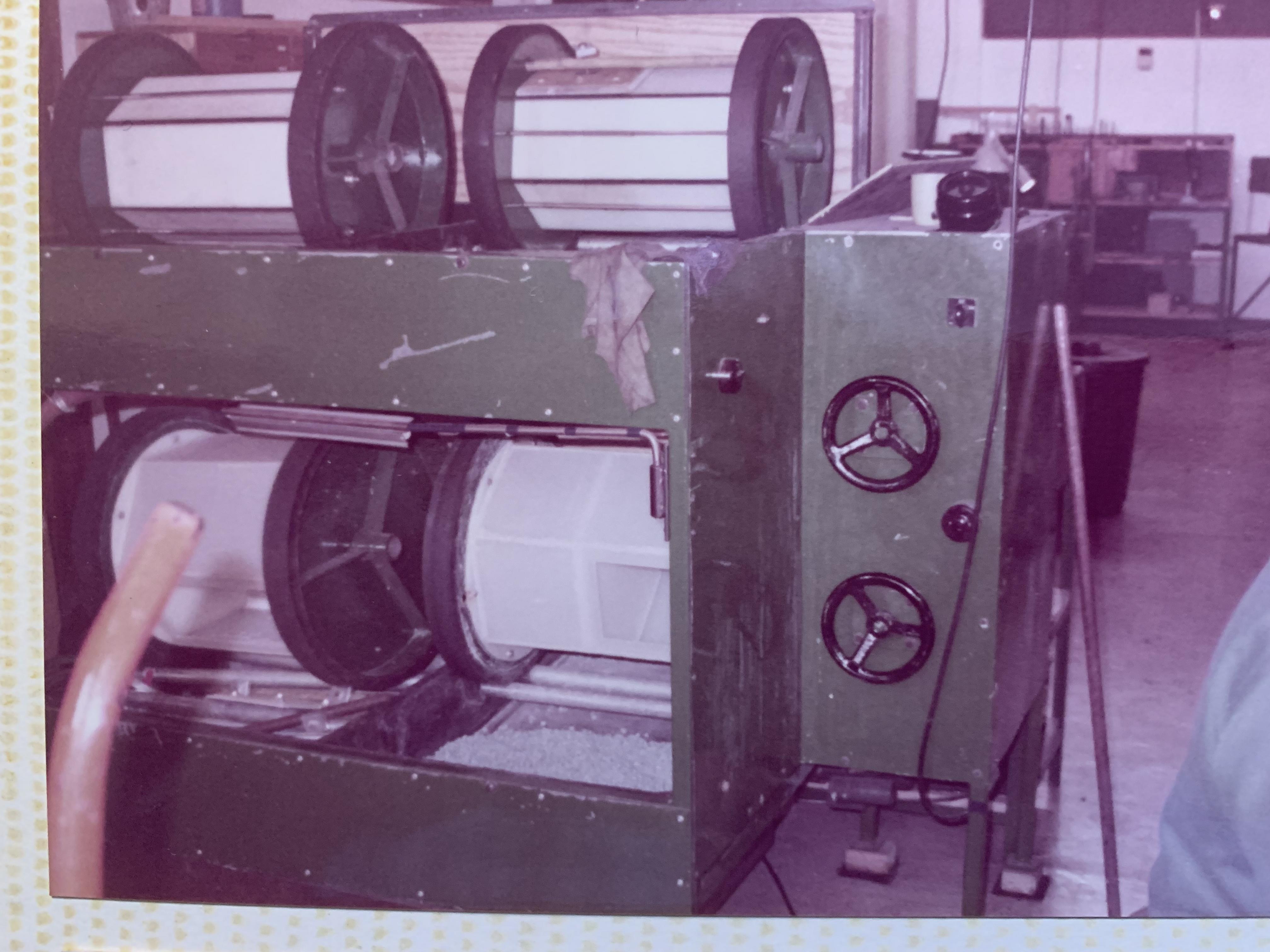
I used the same system but on a very much smaller scale to draw down seamless gold and silver tubing 45 years ago. The basic tube was first produced from a hollow bar casting, then reduced in outer diameter by passing it through a rolling mill with a steel rod in the middle, multiple times with occasional annealing in between.
The largest size was 8mm and smallest size was 1.2mm diameter with wall thickness of .2mm.
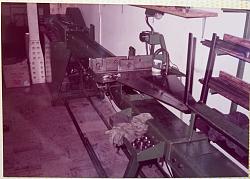
I've scratched through old photo albums and found some photos of a series of machines I built in 1978 for making seamless tubing to start my first jewellery manufacturing business partnership. Photos taken in 1980.
If you look closely on the photo of long machine, you can see a wire mandrel going into the carbide die. These were anchored at the opposite end and the gold tube slipped over it, to be drawn through the die. The die controlled the OD and the mandrel the inside dimension. The clearance between the die and mandrel was always less than the wall thickness of tube to be pulled through, thus elongating the tube and reducing the wall thickness to required size.
All the forming dies were polished tungsten carbide, so the finished tube needed very little polishing thereafter.


Jon (Yesterday)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
 Reply With Quote
Reply With Quote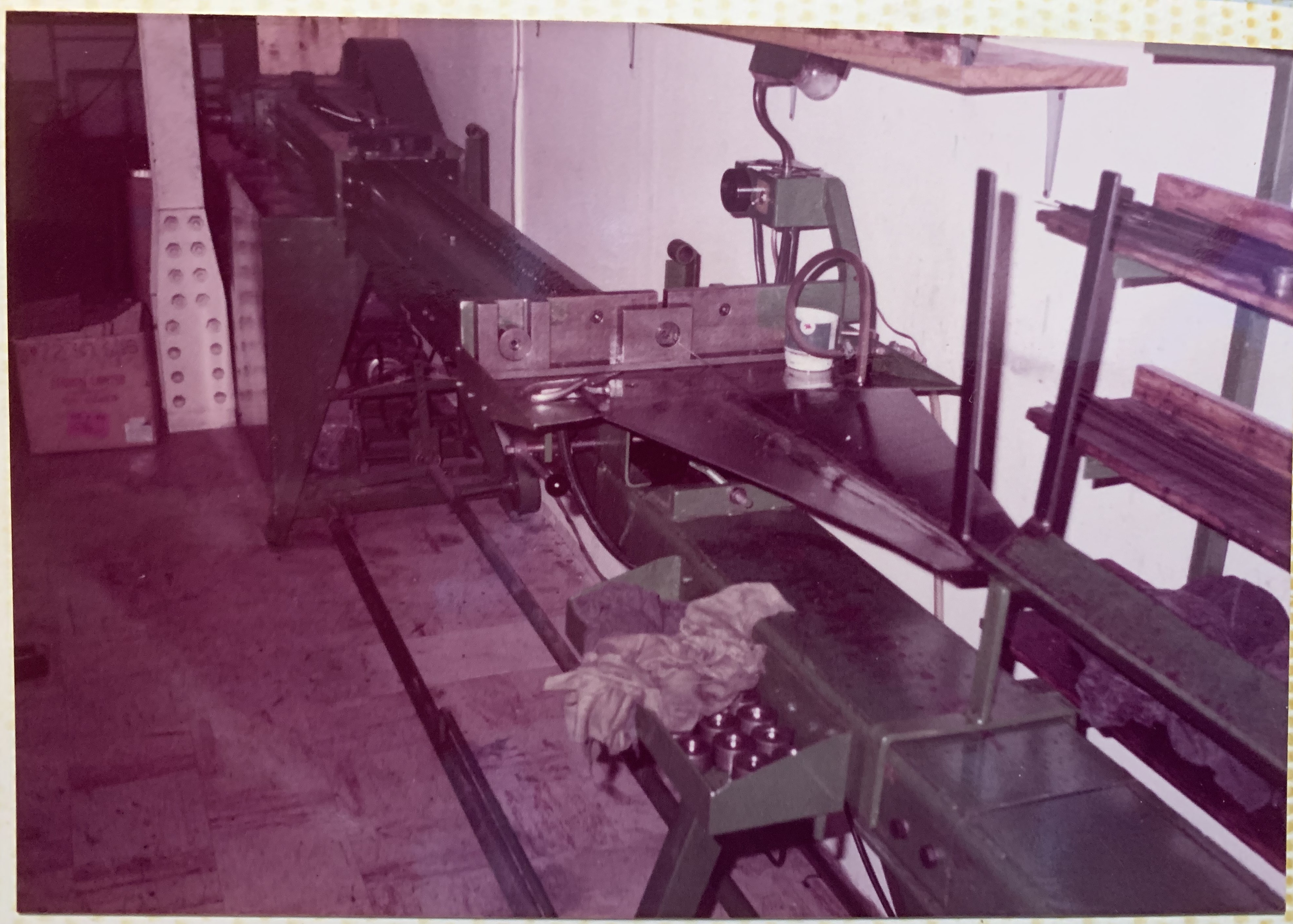

Bookmarks